
3D代工
3D列印代工

3D列印代工服務
PolyJet光敏樹脂
PolyJet可以噴射列印16微米的異體光聚合物層,構件具有極具複雜幾何形狀、精細細節和光滑表面的模型和原型,與成品相似。您甚至可以在一個列印中組合多種材料,以創建包覆成型的零件和具有多個硬度的模型。


●3D檔案設計與輸出建議: 光固化代工模型須知
FDM 工程塑料
Fused Deposition Modeling
熔融沉積建模(FDM)通過加熱和擠出熱塑性長絲逐層建造部件。
設計自由度高,理想的構建任何形狀、尺寸複雜的耐用部件。
工程級熱塑性塑料具出色耐熱性和耐化學性以及優異的優異的強度重量比,
可用於生產零件和功能原型。



●3D檔案設計與輸出建議: FDM 代工模型須知
SLS選擇性雷射燒結 / MJF多噴射燒結
選擇性雷射燒結(SLS),可在各種應用中為批量或連續製造創建堅固且幾何形狀複雜的組件。
SLS生產部件堅固,防水,不透氣,耐熱且可重複,採用尼龍材料製造堅固的零件,使其成為管道工作,油箱和支架以及功能原型等應用的理想工藝。
Multi Jet Fusion是一種全新的3D列印技術,為複雜、低成本的零件提供更多可能性。
無論是用於單個零件的批量生產還是通過多個零件號的船舶批量生產,Multi Jet Fusion都能為3D列印零件提供更快、更經濟的流程,非常適合功能原型和小批量零件。

●3D檔案設計與輸出建議: 尼龍燒結代工模型須知
SLA光固化成型
Stereo Lithography Apparatus
光固化成型已成為目前世界上研究非常深入、技術非常成熟,應用非常廣泛的一快速成型工藝方法之一,它以光敏樹脂為原料,通過電腦控制雷射使其凝固成型。這方法能簡捷、全自動地製造出表面品質和尺寸經度較高、大尺寸(60x60cm)的物件。

直接金屬激光燒結(DMLS)
DMLS精確地形成了傳統金屬製造方法無法實現的複雜幾何形狀,此與其他傳統製造方法相比,堅固、微密的金屬部件透過DMLS生產時間更短,有不鏽鋼、模具鋼、鋁/銅/鈦合金材料可提供列印。


延伸閱讀:
● 什麼是Polyjet、代工列印之 光固化模型須知


FDM模型須知
會選擇使用FDM列印技術的您,可能是基於下列理由…
成品需要通過一些考驗—比如有強度、韌性、耐高溫、抗靜電、抗化學性、抗紫外線等等,FDM的材料選擇是所有3D列印技術中最豐富的。
希望使用與大量製造生產時的同樣材質—因為FDM技術是將塑膠線材融化擠出,因此所有3D列印技術中,FDM是唯一可以與商業製造使用同樣材質的列印技術(比如ABS、PC、Nylon、PP等等)。
預算考量—FDM是最經濟實惠的3D列印技術。
3D列印是使用材料層層堆疊的製造技術,相對於傳統製造技術而言,更加快速方便,尤其是在設計初期階段,更是能為快速驗證與設計修改帶來無與倫比的效率。
然而,每樣技術都有它的限制,下面要為大家介紹要為FDM列印技術,設計建模時需要注意的事項,讓模型製作的成果能夠更符合您的期待。
●模型目的與需求
3D列印最重要的是要達到您製作這個模型的目的,因此讓我們先確定清楚您的需求是什麼。
常見的需求如下:
(1) 外觀確認:您希望不只在電腦中看到3D立體圖來想像它的樣子,更希望實體拿在手中感受,通常會希望列印成品外觀平整,最在意的細節都有被製作出來。然而,需要注意的是,特徵過於細小或是太薄的話,是無法被列印出來的,下面是列印模型的建議要求:
圓柱:直徑建議至少0.5mm
壁厚:厚度建議至少0.5mm
孔洞:直徑建議至少1.5mm
若要列印螺牙,牙峰會是圓潤的而不會是銳利的。
若要列印清楚的文字,平躺列印建議至少16pt(字高約5.6mm),垂直列印建議至少10pt(字高約3.5mm),列印方向可能會因為其他的模型考量而只能平躺或垂直列印。
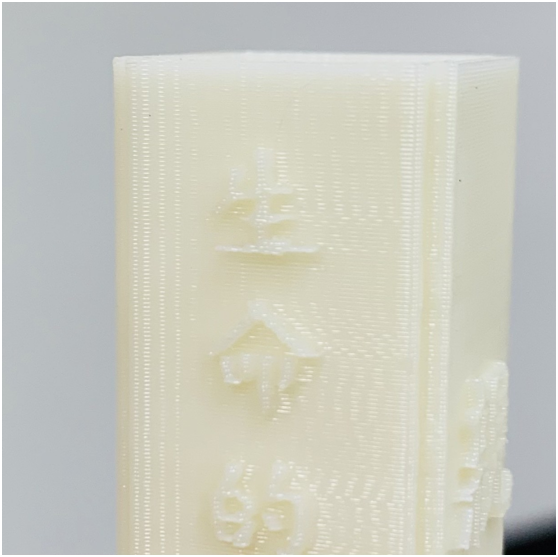
(上圖說明:文字垂直列印,圖中字體高度約為6mm)

(上圖說明:文字水平列印,圖中字體高度約為7mm)
除此之外,若是較大的物件,相較之下壁厚又太薄的話,垂直面可能會產生翹曲,建議增加補強肋以避免變形。
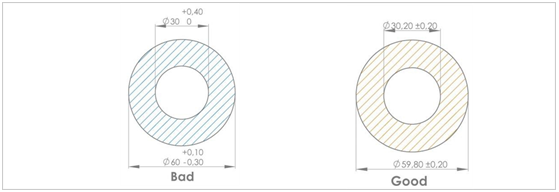
(2) 組裝確認:物件互有組配需求時,您希望先將物品打樣出來確認組配方式是否沒問題,最重要的是列印成品能順利組配,尺寸的精準會需要被考量。在需要組裝的情況下,有2點在3D列印的製程中會是關鍵因素:
◆預留空隙:FDM是使用塑膠線材加熱熔融後層層堆積而成,因此會有材料收縮率的問題,一般來說需要在組配的物件們之間預留0.15~0.2mm的空隙,特別是孔洞會在塑膠線材列印出來後向孔內膨脹,因此在設計3D列印模型時建議將重要的孔洞尺寸略為調整,以確保成品能符合組配需求。(根據是否需要緊配:可以將縫隙預留稍小一些,再自行將模型打磨至完美緊配。)
◆公差:FDM列印技術在XY方向的公差約為±0.2mm(物件≤100mm)或±0.002mm/mm(物件>100mm);Z軸堆疊方向則會有所謂的「累進誤差」,一般來說誤差會比XY方向更多,因此建議將重要的尺寸擺放在XY方向。
(3) 對於成品使用環境有特殊需求:您需要將成品使用在一些特殊環境中,因此要特別考量材料本身的物理特性,比如強度、韌性、耐高溫、抗靜電、抗化學性、抗紫外線等等。歡迎您加入普立得官方LINE進一步諮詢相關細節,我們將針對您的物件給予建議以及物理特性表以供參考。
(4) 防水需求:FDM的3D列印技術是以線材之間彼此黏合,一層一層堆疊上去的,所以雖然側面看起來是沒有孔洞的,但要做到不漏水,可以採取的後處理有3種方式:
- 1. 使用補土補平表面後打磨
- 2. 使用AMT化學蒸氣後處理的製程(需要另外洽詢合作廠商協助),可以提升防水性。
- 3. 可以改使用光固化列印技術
●大物件拆件列印再組裝
當超過機器列印範圍時,必須在軟體中將模型拆件後分別進行列印再組裝,與上面提及組裝事項相同,會在列印時預留0.15-0.2mm的縫隙,進行組裝時才不會互相干涉。
我司機台最大設備的有效成型尺寸是406*355*406mm,也是一體化列印最大範圍;若超出此範圍,建議將模型截開,以分開列印再黏合的方式完成。
拼接位置,建議可使用燕尾槽等截開方式,拆件後會以化學溶劑將拆件的物件黏合在一起,黏合處會較其它地方脆弱,因此不適合受力,請盡量將拆件黏合點設置在無須受力,或是可黏合面積較多的地方。
FDM是發展最早的3D列印技術,有很多優點,也是最容易入門的技術,以上為FDM模型列印基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw
延伸閱讀:
● 普立得科技 3D列印代工服務
● 什麼是Polyjet、代工列印之 光固化模型須知
光固化模型須知
會選擇使用光固化列印技術的您,可能是基於下列理由…
成品需要呈現出光滑表面:可能不只是使用在內部討論,而是展示用,或是給最終客戶評估,因此需要呈現出漂亮、沒有明顯層紋的外觀。
細小特徵:在特徵小於1mm的情況下,FDM可能會比較沒辦法清楚呈現特徵,此時就需要使用光固化技術來製作出足以呈現細小特徵的模型。
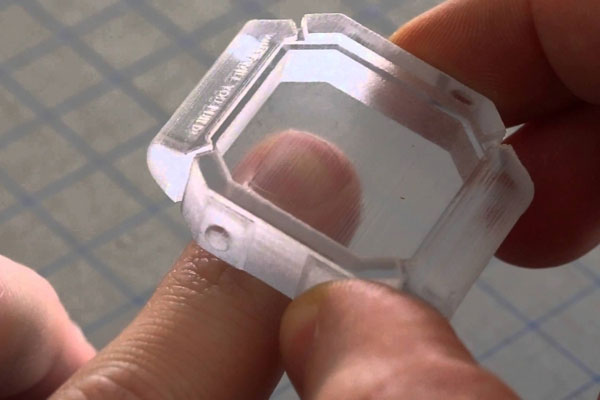
透明列印:比如需要提供流體流動可視化分析的模型、透明蓋子和玻璃替代品等等,都可以考慮使用光固化列印,成品會接近壓克力材質。
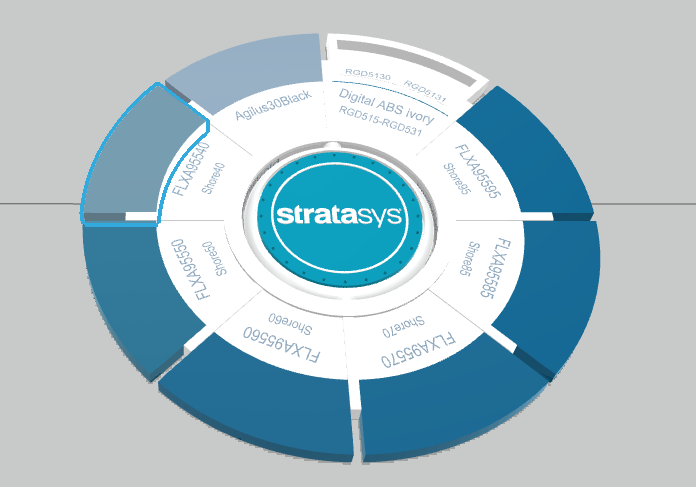
彩色或是軟硬複合模型等特殊需求:擁有Polyjet技術可以達到一般光固化做不到的彩色列印和軟硬複合(軟料範圍:Shore A 30 ~ 95)

(細緻彩色模型)
(軟硬複合)

(透明物件)
我們在彩色列印的技術方面,能夠列印超過 500,000 種不同的顏色,以生動的色彩和完整的功能細節使設計栩栩如生,傳達最終產品的美感。
準備3D檔案的流程
從模型的設計開始,可以自行3D建模;或是當您有實體物品時,可以選擇逆向掃描取得圖檔。接著,您需要將檔案輸出成3D列印切層軟體可以接受的格式,以下是比較常見的輸出檔案格式:
(1)當您要列印單材料模型時,STL / STP / STEP是比較常見的檔案格式,其中輸出STL格式時,需要特別注意網格解析度的調整,解析度太低會導致印出來會有明顯的格紋,解析度太高可能會讓檔案太大甚至軟體跑不動唷!
(圖說:左-成品,中-STL高解析度過高,右-STL解析度過低)
(2)當您要列印軟硬複合模型時,需要在建模軟體中就將軟料與硬料的相對位置擺好,再分別輸出STL檔案,這樣我們才能夠一體成形輸出軟硬複合模型唷!
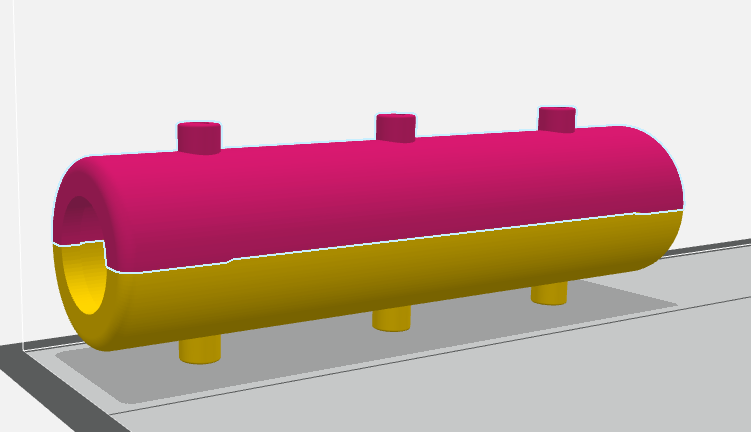
(圖說:紅色為軟料,黃色為硬料,兩個圖檔的相對位置是設定好的)
(3)當您要列印彩色模型時,可以輸出VRML(.wrl) / OBJ / 3MF等等格式,但是要記得勾選輸出材質貼圖的選項,這樣才會是彩色的唷!

(圖說:左-沒有材質貼圖,右-材質貼圖)
或是也可以和軟硬複合模型使用相同的方式,輸出多個已經設定好相對位置的STL檔案,並由我們在切層軟體中為您指定每個部件的顏色。
(圖說:圖中每個顏色都是一個STL檔,可以在切層軟體中分別指定顏色)
●模型目的與需求
3D列印是使用層層堆疊的製造技術,相對於傳統製造技術而言,更加快速方便,尤其是在設計初期階段,更是能為快速驗證與設計修改帶來無與倫比的效率。然而,即使是光固化列印這種適合列印細小特徵的技術,都還是會有它的限制,下面要為大家介紹在設計建模時需要注意的事項,讓模型製作的成果能夠更符合您的期待。
(1) 外觀確認:光固化技術最主要的特色是可以列印出細緻的外觀,並且比起其他技術,列印層紋較不明顯,在後處理中的打磨階段也更容易變得平滑,對於需要製作漂亮外觀的模型而言,是最佳選擇。然而,每個技術還是有其極限,因此,下面是關於光固化列印模型的一些注意事項:
‧公差約為0.15mm或0.0015mm/mm,以較大者為準。
‧最小特徵:建議在0.5mm以上較為安全(極限值為0.3mm)
‧圓柱:直徑建議至少0.5mm,若為功能性圓柱,建議為2mm以上強度較佳。
‧壁厚:厚度建議在0.7mm (軟) ~ 1mm (硬)以上較為安全(極限值為0.3mm),避免在去除之稱的過程中破損。
‧孔洞:直徑建議至少0.5mm;寬深比至少1比2,支撐較能清除乾淨。
‧字體突出或凹陷至少0.3mm,呈現較為明顯。
‧浮雕和雕刻細節:為了使設計可見,應至少高於或低於零件表面5mm。
‧若要列印互相可以活動的元件,建議保留0.15~0.2mm空隙。
‧模型若是屬於薄殼類的,會有變形的可能性。
(2) 耐溫:一般材料的光敏樹脂通常耐溫不高,熱變形溫度約為45-50℃;若有較高溫的需求,另有耐高溫樹脂,熱變形溫度約為65℃,經過工業烤箱的熱處理後甚至可到80℃。
(3) 防水需求:光固化列印的成品接近壓克力,對於防水的成效良好,只是需要注意,若是壁厚較薄的物件,可能會在長時間浸泡於水中的狀況下變形或損壞。
(4) 其他需求:樹脂的種類百百種,若是有其他特殊物理特性需求,都歡迎上官方LINE或是寄信給我們,我們將為您提供最專業的建議。
結語
光固化是發展最早的3D列印技術之一,應用十分廣泛,特別在需要細緻表面時,是許多人入門的技術。以上為光固化技術模型基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw
延伸閱讀:
● 普立得科技 3D列印代工服務
● 什麼是Polyjet、代工列印之 光固化模型須知
雖然適用於大部分模型,但是實際情況仍依您的模型形狀會有所不同,因此若是不確定您該怎麼做的話,歡迎加入我們的官方LINE,或是將3D圖檔寄到代工信箱 ddm@3dprinting.com.tw,會有專人與您一對一討論,讓我們一起將3D列印的優點運用在您所需要的地方吧!
尼龍燒結模型須知
選擇使用尼龍粉末燒結列印技術的您,可能是基於下列理由:
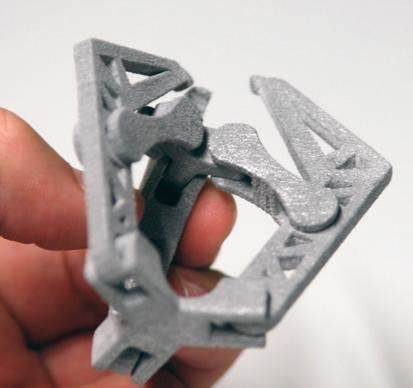
常見應用類型有:薄殼、卡扣件、功能性零部件。
強度與特徵兼具的功能性零件:因為尼龍具備良好的韌性、高抗衝擊性和耐磨性,因此在需要同時保有細小特徵以及零件強度時,尼龍粉末燒結就會是一個很好的選擇。
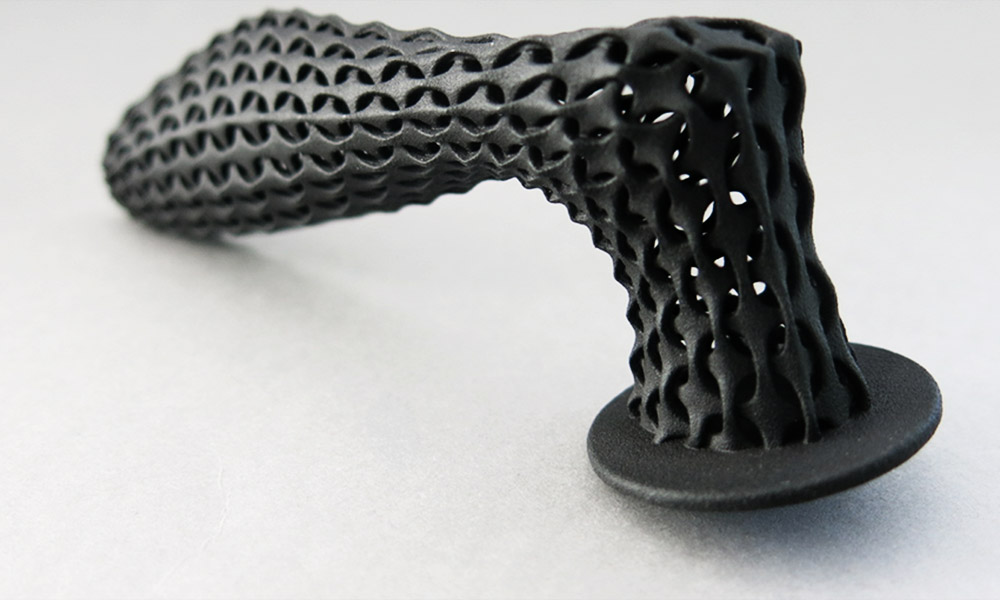
輕量化、晶格化設計:因為尼龍能同時保有較輕的重量、較少的材料使用量,以及同樣的強度,因此尼龍粉末燒結可謂輕量化設計應用的佼佼者。
 (功能性零部件)
(功能性零部件)
 (薄殼)
(薄殼)
 (輕量化設計)
(輕量化設計)
 (特殊設計)
(特殊設計)
 (卡扣件)
(卡扣件)
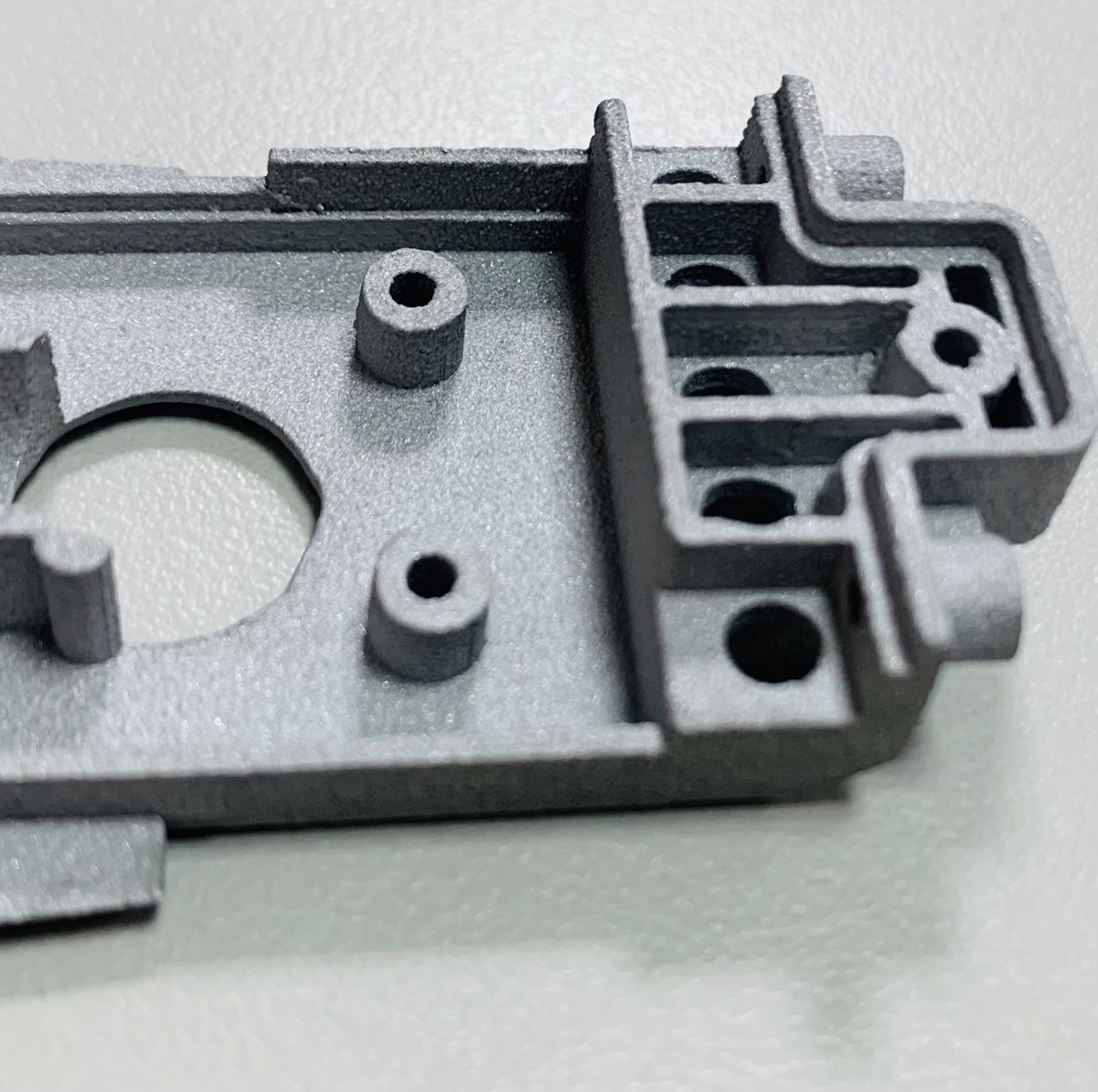
我們使用的機種為HP 3D的MJF製程(Multi Jet Fusion 多射流熔融),比起一般較常見的SLS(Selective Laser Sintering 選擇性鐳射燒結),特別之處在於利用密度極高的陣列式噴嘴和熱噴墨技術,每次陣列式噴嘴單程移動一次時,就能夠快速地列印完成一層,比起SLS快5-10倍。
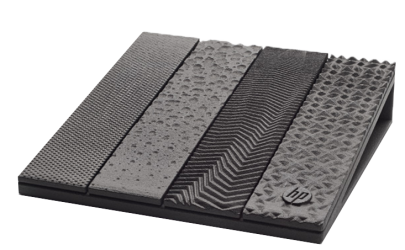
以MJF尼龍粉末燒結製程,呈現出的表面會是灰黑色、均勻的麻點狀:

為了讓模型製作的成果能夠更符合您的期待,下面要為大家介紹在設計建模以及代工溝通時,需要注意的事項。
(* 注意:下面事項適用於大部分模型,實際情況仍依模型形狀會有所不同,若不確定您該怎麼做,歡迎加入官方LINE,或是將圖檔寄到代工信箱 ddm@3dprinting.com.tw,線上將有專人與您討論。)
準備3D檔案的流程
從模型的設計開始,可以自行3D建模;或是當您有實體物品時,可以選擇逆向掃描取得圖檔。接著,您需要將檔案輸出成3D列印切層軟體可以接受的格式:
尼龍粉末燒結製程,僅能接受STL檔案格式;輸出時,需要特別注意網格解析度的調整,解析度太低會導致印出來會有明顯的格紋,解析度太高可能會讓檔案太大甚至軟體跑不動唷!
(圖說:左-成品,中-STL高解析度過高,右-STL解析度過低)
●模型目的與需求
3D列印最重要的是要達到您製作這個模型的目的,尼龍粉末燒結製程常見的需求如下:
(1) 功能確認:尼龍粉末技術最主要的特色是可以列印出既細緻又保有強度的工件,比起其他技術,更有韌性,可以經得起一定程度的反覆測試與卡扣;另外,此種技術的應用時常會與其他零件配合組裝,因此,物件的成形極限與強度就變得格外重要。
下面是關於尼龍粉末燒結模型的一些注意事項:
◆公差約為+/-0.2-0.3 mm,最長邊則為0.3%(可能會依據實際模型幾何形狀而不同)
◆最小特徵:建議在0.5mm以上較為安全
◆圓柱:直徑建議至少0.5mm(高度1mm)。
◆壁厚:厚度建議在0.7mm 以上較為安全。
◆孔洞:直徑建議至少0.5mm(深度1mm)。
◆字體最小6pt,間距最小0.5mm。
若要列印互相組裝的元件,建議單邊保留0.15~0.2mm空隙;若是球型關節,則建議單邊保留0.35mm;若是50mm以上壁厚的物件則需要保留更多空隙。
(如孔洞內需要組裝其他零件,則需要保留0.15~0.2mm空隙。)
(2) PA12本身的熱變形溫度(HDT@0.45MPa)為175°C,抗拉強度為48 MPa,抗彎強度為65 MPa,蕭氏硬度D為80,若需要更詳細的物理性能表,請來信洽詢
(3) 防水需求:尼龍粉末燒結的列印技術,看起來表面平整,但實際上均勻佈滿孔洞,並且尼龍材質本身也具備較容易吸水的特性,如果想要做到不漏水,可以採取使用AMT化學蒸氣後處理的製程,提升防水性,同時讓表面變得更光滑。
(4) 需要特別注意的是MJF技術會有列印方向的問題,特別是在外觀的呈現上,朝上的列印面會讓邊緣顯得比較銳利、不夠圓潤,因此若是有外觀上的特殊要求面,請務必在來信時時與我司人員特別註明。
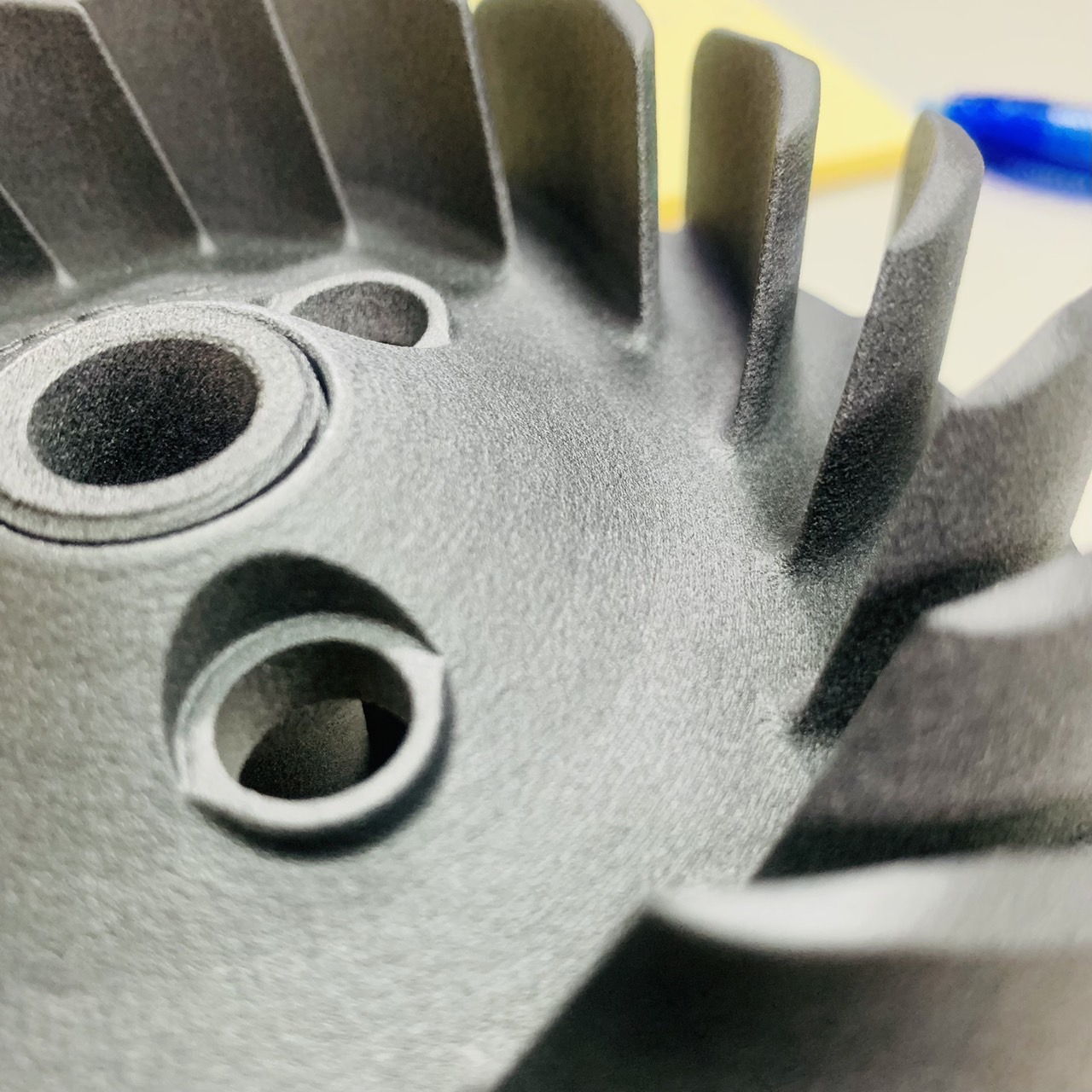 (圖左:列印朝下的面較為光滑)
(圖左:列印朝下的面較為光滑)
 (圖右:列印朝上的面則略為粗糙)
(圖右:列印朝上的面則略為粗糙)
大物件拆件列印再組裝
當超過機器列印範圍時,必須在軟體中將模型拆件後分別進行列印再組裝,與上面提及組裝事項相同,會在列印時預留0.15-0.2mm的縫隙,進行組裝時才不會互相干涉。
HP Multi Jet Fusion最大設備的有效成型尺寸是380*284*380mm,一體化列印最大尺寸要在這個範圍內。當超出單台設備的有效成型體積時,雖然可以採取拆件組裝的方式,但是由於尼龍粉末材質對於黏著劑的適性,比較沒有FDM的塑膠材質這麼好,因此仍然較不建議採取這個方式。
物件染黑需求
因為MJF的成品為灰黑色,並非純黑,如果您有特殊全黑需求,將為您採用SLS技術並會將模型染黑,下面是SLS的注意事項:
一般PA12的最小壁厚不建議小於0.4-0.5mm,如果是一體化列印,活動元件的空隙不建議小於0.4-0.5mm,如果不是一體化列印,而是列印後組裝的模型,配合面的預留空隙不建議小於0.2mm。
因為經過染黑程序時會浸入高溫的染劑中,雖然尼龍的熱變形溫度較高,但若是物件壁厚較薄時,仍有變形的風險,請務必注意。
以上為使用尼龍粉末燒結技術基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw
延伸閱讀:
● 普立得科技 3D列印代工服務
● 什麼是Polyjet、代工列印之 光固化模型須知
金屬模型須知
我司金屬列印製程為:SLM (Selective Laser Melting, 雷射選區重熔),特色是精度高、適用於複雜薄壁精細零件;不過尺寸比較受限,需進行熱處理。
代工列印可以選擇的材料為:鋁合金、不鏽鋼、模具鋼、鈦合金,若有需要其他種類材料請另外來信詢問,我們將盡力為您尋找可列印資源。
會選擇使用金屬材質以及金屬列印技術的您,可能是基於下列理由:
最終產品為金屬材質,需進行批量生產前的測試打樣,或是想要進行小批量生產。
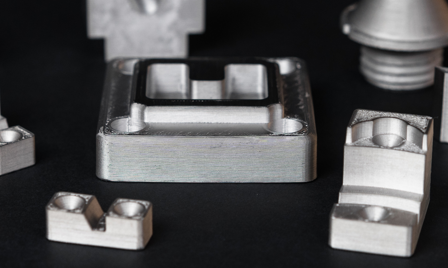
鋁合金AlSi10Mg:屬於輕金屬,具備高動態負載能力,並且後加工最為容易。主要應用於賽車行業、航太內部、機械工業等功能性原型。
不鏽鋼316L:具備耐腐蝕、高抗拉強度、高強度、高剛度等等特性。主要應用於一些功能性零件(EX: 手錶、珠寶、電子外殼、配件)、食品和化學設施、汽車行業的非腐蝕性零件。
模具鋼MS1:與其他鋼相比具有更好的導熱性,在熱處理後可到洛式硬度HRC 54。主要應用於注塑模具、金屬鑄造工具等等需要特別高強度/剛度的零件。
鈦合金TC4:具備生物相容性、良好的機械性能以及強度重量比,並具有更好的耐腐蝕性。廣泛應用於航太工程、人體的關節置換和手術工具、賽車和腳踏車車架、電子產品、以及其他高性能產品。
(鋁合金列印)

(不鏽鋼列印)
(模具剛列印)
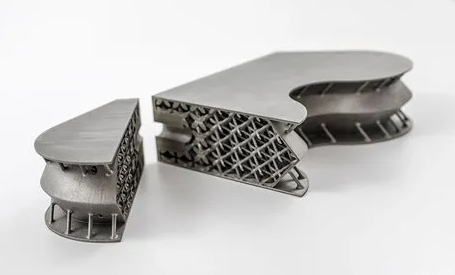
(鈦合金列印)
為了讓模型製作的成果能夠更符合您的期待,下面要為大家介紹在設計建模以及代工溝通時,需要注意的事項。
準備3D檔案的流程
從模型的設計開始,可以自行3D建模;或是當您有實體物品時,可以選擇逆向掃描取得圖檔。接著,您需要將檔案輸出成3D列印切層軟體可以接受的格式:
我們的金屬列印製程,僅能接受STL檔案格式;輸出時,需要特別注意網格解析度的調整,解析度太低會導致印出來會有明顯的格紋,解析度太高可能會讓檔案太大甚至軟體跑不動唷!
(圖說:左-成品,中-STL高解析度過高,右-STL解析度過低)
如果您是第一次接觸金屬3D列印,請仔細閱讀以下注意事項:
(1) 攻牙:螺紋建議用攻牙,不建議直接列印(含內、外螺紋),效果會不好。我司可以協助後處理攻牙,此項目費用另計。
(2) 最小特徵:建議在0.5mm以上較為安全,壁厚低於0.5mm不保證能列印出來。
(3) 組裝:裝配件需要另發裝配組裝圖,發貨前會裝配好才寄出,如沒提醒則不負責裝配,需裝配的產品需預留單邊0.15mm空隙。
(4) 公差:約為+/-0.2-0.3 mm,實際誤差會因工件幾何形狀與尺寸而有所不同。
(5) 二次精加工:當局部裝配要求較高時(如軸承孔 / 直徑 / 平面裝配位)要提前留出加工餘量,再通過二次精加工配合。我司可協助後處理二次精加工,此項目費用另計。
(6) 金屬列印材質跟傳統製程材料一樣,可以後續二次加工處理。
外觀
(1) 金屬列印在高溫燒結的過程中,有些細長、薄壁、殼類等結構會有輕微變形情況發生,請特別注意。
(2) 金屬列印的優勢在於結構複雜件,精度跟表面效果會遜於CNC等機加工。
(3) 本色表面麻點(Ra7左右)
(外觀本色表面麻點約為Ra7左右)
結語
以上為金屬列印技術基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw
延伸閱讀:
● 普立得科技 3D列印代工服務
● 什麼是Polyjet、代工列印之 光固化模型須知
→了解更多我們提供的3D列印代工服務
如何準備stl檔案
STL 是大多數增材製造系統使用的標准文件類型, 是一種以三角網格來表現3D CAD模型的格式,本篇將說明如何將CAD模型轉換為 STL。
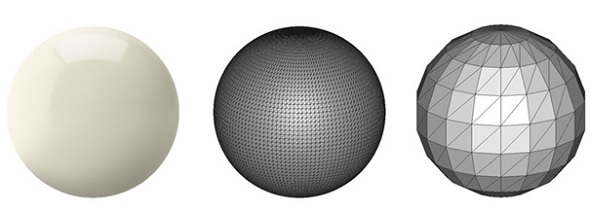
三角網格(或多邊形)的分割數與3D模型表面呈現出的樣子有關,如果STL的三角網格數量較少,則列印出來的3D模型也將粗糙且有稜有角;然而,STL的表面越光滑(多邊形計數或三角網格分割數越高)您的檔案容量也就越大。因為3D列印只能接受一定的檔案大小,因此,在模型檔案大小、表面光滑度,以及您選擇的3D列印技術種類之間找到平衡就非常重要。
下面是關於不同程度的三角網格分割數的比較:
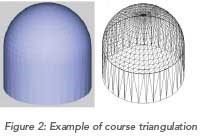
(較為理想的三角網格分割數)

(較為細緻的三角網格分割數)
或是,若使用我們的代工列印服務,也歡迎您直接傳送CAD檔案(STEP、STP)給我們,省下轉換檔案的步驟唷!(但若是尼龍粉末代工製程,則必須傳送STL檔案。)
在CAD輸出到 STL時,您可能會看到弦高、偏差、角度公差、多邊形數等等內容的參數,這些都是影響 STL表面的參數。我們在下面匯總了有關輸出最佳表面與檔案之間平衡比例的一些小撇步:
準備您的檔案
以下將 CAD 文件轉換為 STL 的步驟說明,來自下面所提及的CAD軟體公司的網站或3D列印設計用戶論壇,並且將整體過程化繁為簡說明。如果您的CAD軟體並沒有在下面列出或者您需要其他幫助,請聯繫您的CAD軟體技術支援團隊,以獲取有關輸出 STL的資訊。
CAD軟體包含下列幾種選項
初學者的3D建模
- Tinkercad
- SketchUp
工程師的3D建模
- Autodesk Inventor
- CATIA
- IronCAD
- Rhinoceros
- PTC Creo Parametric
- Solid Edge
- SolidWorks
藝術家的3D建模
- Blender
- ZBrush
- Maya
【Tinkercad】
Tinkercad非常適合想要3D列印簡單幾何形狀,它的界面是為考量到後續3D列印而設計。
步驟:Design > Download for 3D Printing > .STL
【SketchUp】
SketchUp不直接在軟體中提供STL輸出,必須另外下載STL的插件(注意:此插件是開源的,並且經常更新)。
插件載點:SketchUp STL | SketchUp Extension Warehouse
步驟:
- 下載並安裝插件
- 選擇Tools > 導出為 DXF 或 STL,然後為您的模型選擇單位(推薦使用毫米)
注意:
SketchUp本身並不是為3D列印模型而構建的軟體,因此,請在輸出STL後務必仔細檢查檔案,以確保細節的精確度。我們建議將您從SketchUp輸出的STL檔案上傳到 Meshmixer(Autodesk 的免費軟體)以檢查您的檔案是否有呈現出細節,並同時修復任何表面錯誤。
我們不建議將 SketchUp 用於3D列印,因為它輸出的STL效果不佳,比較適合作為早期設計草圖,而不是製作實體模型。
【Autodesk Inventor】
步驟:
- 選擇 IPro > Print > 3D Print Preview
- 選擇 Options並選擇想要的解析度,然後按下OK
- 在預覽視窗裡,選擇 Save Copy As 或是Send to 3D Print Service
- 儲存成STL檔 (*.stl)
注意:
- "高"解析度的設置也會產生較大的文件大小。下面圖片中的追風機造型,從圖右到左演示了從低、中到高的文件大小為6.7MB 到 17.6MB 再到 50MB。
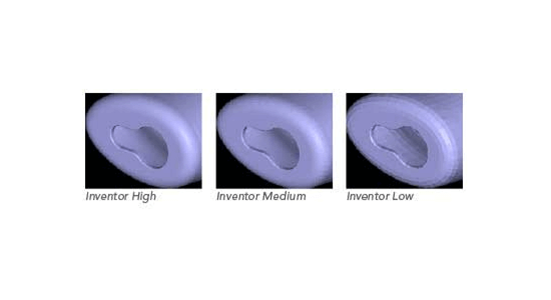
- Autodesk Inventor能以 STL檔案保存單個零件以及組件形式。
- 如果要在輸出前檢查您調整的參數是否有被保存,請採取以下步驟:
(1) Tools > Rebuild All ,確保所有設計數據 (包含最近更改的部分)被保存並且沒有損壞。
(2) File > Save Copy As > STL (.stl)
(3) 選擇High並且按下OK
【CATIA】
步驟:
- 選擇STL要求指令 (我們建議至少將分割面設置成0.015 mm)
- 選取要輸出的模型 > Yes > Export
注意:
- CATIA V5 能夠從 CATPart中創建STL檔案,但不能從組件檔案(CATProduct files)或幾何呈現檔案(car files)中創建 STL檔案。因此,檔案來源,包括那些以中性格式(即 STEP 或 IGES)保存的文件,必須保存為 CATPart後才能在CATIA中轉存為STL檔。
- 如果來源檔案為組件形式,則它會以CATProduct的格式被導入到CATIA,如果要把改組件模型輸出成STL檔,首先您必須將其轉換為多體零件(multibody),而下面描述的過程是執行此操作的幾種方法之一。
將 CATProduct 格式保存為 CATPart 格式以進行3D列印:
- 選擇 File > Open > 選擇你的檔案來源 (組件模型會以CATProduct的格式被導入)
- 儲存被導入的CATProduct檔案
- 選擇 File > New > Part > 檔案命名
- 從你的CATProduct檔案中選擇一個元件,並且複製一份。
- 將該元件在新零件的視窗中貼上。
- 重複前面的步驟直到你複製貼上完所有各別元件。
- 一旦你將組件模型完整地分開成各別的元件,選擇 File > New Part
- 從工作檔案中複製每個各別的元件,並將它們貼到新的組合模型檔案中(所有零件的幾何形狀應在新檔案中被正確地保留和對齊)。
- 新零件現在已準備好被導出為 STL 檔。
- 選擇Tools > Generate CATPart from Product
- 最後,選擇 File > Save As > Save as type: STL
- 提示:有時,由於原始裝配體的設計方式,某些零部件可能無法在組合零件中正確對齊。要對齊零件,請選擇 Insert Menu > Constraints Feature
- 提示:在保存文件之前,建議查看確定模型精度和文件大小的設置。
- 查看這些參數:
- Tools > Options
- 在 Options 的對話框,顯示 Performance 選項卡。
- 在常規類別(左側)下,選擇顯示 Display。
- 查看 3D Accuracy 設定
【IronCAD】
步驟:
- 右鍵點選零件
- 點選 Part Properties > Rendering
- 將 Facet Surface Smoothing 設置為 150
- File > Export
- 選擇 .STL
【Rhinoceros】
步驟:
- 選擇物件
- Mesh > From a NURBS Object
- 選擇 Polygon Mesh > Detailed Controls
- 最大寬高比例:2.0
- Perspective > Rendered View > 觀察表面平滑度,確認符合標準
- 要檢查您的網格是否整齊一致:選擇新物件的表面 > Analyze > Mass Properties > Volume
Rhinoceros 4
- File > Save As
- 選擇檔案格式為 STL輸入檔案名稱 > Save
- 選擇Binary
- 從Mesh Options中選擇Detail Controls
- 最大角度 = 20,最大寬高比例 = 6,最小邊長 = 0.0001
- 按下OK
提示:在"Object Properties"選項中檢查物件的幾何形狀和表面,以確保物件表面的一致性。
【PTC cero】
步驟:
- File > Print > 3D Print
- Define Material 定義材料
- 定義STL解析度
提示:通過適印性驗證選項欄位(Printability Validation Tab)檢查檔案適不適合列印。
【Solid Edge ST6 - ST8】
步驟:
- 應用 > Save As (打開對話框)
- 從Save As下拉選單中,選擇 STL 文檔 (*.stl)
- 從“Save As”對話框中選擇“Options ”按鈕
- 調整轉換公差和公差單位(推薦使用毫米)
- 公差越低就越精細
- 調整表面平面角度(取決於您想要的表面光滑度)
- 表面平面角越低,精度越高(小細節比較清楚)
- 在輸出文件的選單中,選擇檢查Binary
- Binary STL檔案格式會比 ASCII格式小很多
- 點擊OK > Save
【SolidWorks】
在輸出之前,通過檢查所有曲面/頂點是否已連接來避免您的物件錯誤。
步驟:
- 進入編輯模式,選擇你的物件,然後在網格上按“L”
- 未突出顯示的區域是自由浮動的,必須連接所有頂點零件才能被列印。
- 確認物件沒問題後,檢查零件網格中是否有孔。
- 進入編輯模式,取消選擇所有頂點,然後從下拉選單中選擇 Non Manifold
- 更改物件的單位和尺寸
- Blender 的默認測量稱為 Blender Unit,等於一米
- 按“N”調出尺寸選項
- 通過選擇 Properties > Scene Tab 將單位從 Blender Units 更改為 Metric
- 將單位更改為公制(最好是毫米)
- 在維度選項卡(dimensions )中調整尺寸比例,以使用指標進行計算
- 現在您的檔案已準備好輸出。
【ZBrush】
ZBrush 為設計師提供了許多細緻的功能,但是這些功能等同於數千個微小的多邊形,而這些多邊形並不總是適用於 3D 列印。為確保您的零件可生產且其細節能被套用在適合的解析度,請從 ZBrush 下載 Decimation Master 插件。。
步驟:
- 從 ZBrush 下載 3D Print Exporter 插件
- 選擇 ZPlugin 選單
- 單擊 3D 列印輸出
- 定義和縮放你的尺寸
- 選擇 STL > STL 導出
- 存檔
【Maya】
Maya 是一個自由形式的設計空間,並非專門為列印生產量身定制,因此檢查設計的尺寸和可生產性尤為重要(是否定義了壁厚?所有頂點是否連接?)。
步驟:
- Window > Settings > Preferences >Settings
- 將測量單位更改為毫米
- 在Chanel Box中確認尺寸和比例
- 最後,打開 Create > Scene Assembly
- 使用測量工具檢查所有特徵尺寸和厚度
- 現在您的檔案已準備好輸出。
(資訊來源:How to Prepare STL Files | Stratasys Direct )