
產業應用
3D列印學堂
使用PolyJet VeroUltraClear材料進行3D列印
VeroUltraClear完整教程
VeroUltraClear是一種透明的,剛性的3D列印材料,具有類似玻璃的外觀。瞭解如何根據原型需求獲得最佳結果。
步驟1:簡介
VeroUltraClear(RGD820)是一種新的透明硬質材料,在現有VeroClear的基礎上進行了改進。它具有類似玻璃的外觀,是當今市場上最清晰的3D列印材料。
VeroUltraClear具有與其他Vero材料相似的機械性能,因此非常適合:
·形狀和配合測試
·透明熱塑性塑膠的模擬
·概念建模
·透明零件的設計驗證
本教程將為如何列印和處理用VeroUltraClear列印的模型以使結果最大化提供一些指導。

步驟2:技術規格
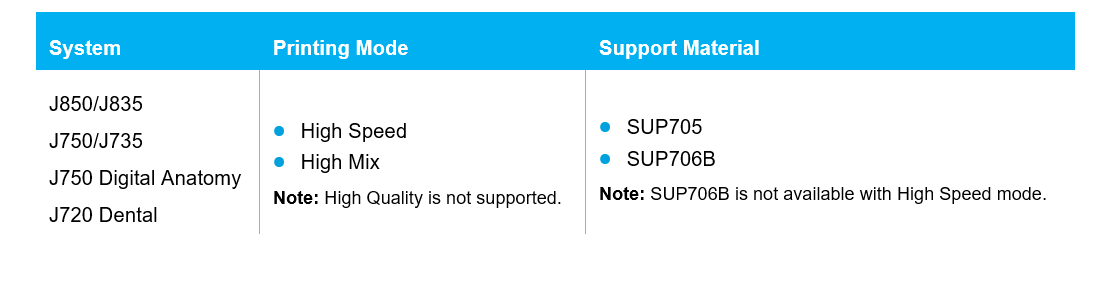
支援的列印機和列印模式
組成:
實際上,VeroUltraClear零件是作為數字材料印刷的:VeroUltraClear芯和VeroClear塗層。
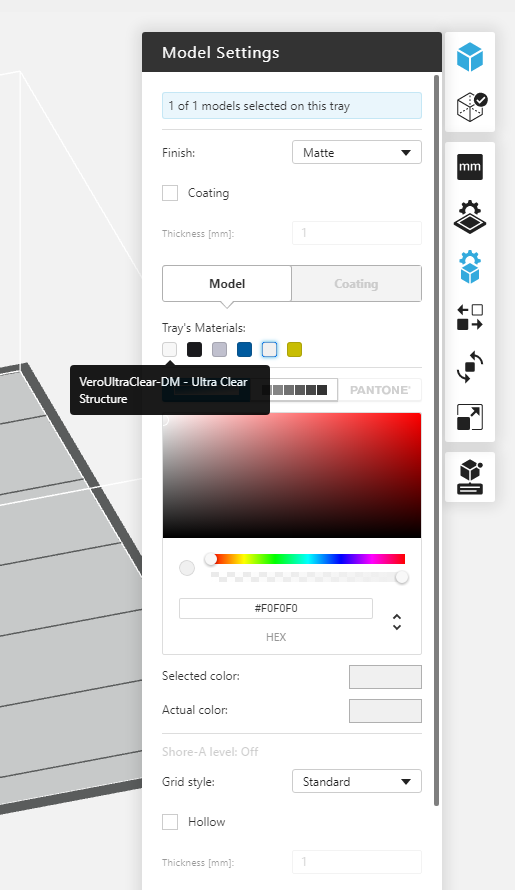
GrabCAD列印設置中的VeroUltraClear數字材料選項
透光率和黃色指數統計:
下表顯示了與聚甲基丙烯酸甲酯(PMMA)相比,Stratasys透明材料的透光率和黃色指數水準。這些結果是從在PolyJet 3D列印機上列印的6毫米厚零件獲得的。

步驟3:VeroUltraClear的預列印步驟
其他材料的痕跡可能會對VeroUltraClear的透明度產生不利影響。為了確保最大的清晰度:
•如果要從另一種材料切換到VeroUltraClear,請運行“材料更換”嚮導並徹底沖洗系統。
•運行清潔嚮導,並徹底清潔列印頭,滾筒,刮水器和滾筒廢料收集器。
·列印STL檔時,將在透明部件上列印VeroUltraClear芯和0.5mm厚的VeroClear塗層。為了獲得最佳結果,壁厚不得小於1.3毫米。
·當列印按紋理顏色類型的VRML檔時,在透明部分上列印VeroUltraClear芯和1mm厚的VeroClear塗層。為了獲得最佳結果,壁厚不應小於2.2 mm。
步驟4:如何使用VeroUltraClear列印
a)將VeroClear和VeroUltraClear都裝入物料櫃。(請記住,VeroUltraClear實際上是兩種透明材料的數字材料)。
b)盡可能進行無光澤的表面處理。覆蓋無光澤表面的支撐材料有助於保護零件的各層免受過度的紫外線輻射,從而提高清晰度。
如果確實需要列印光面紙,請將紙盤上的所有零件排列成相似的高度。這樣可以確保較短的零件不會受到不必要的UV輻射,而較高的零件則可以完成列印。
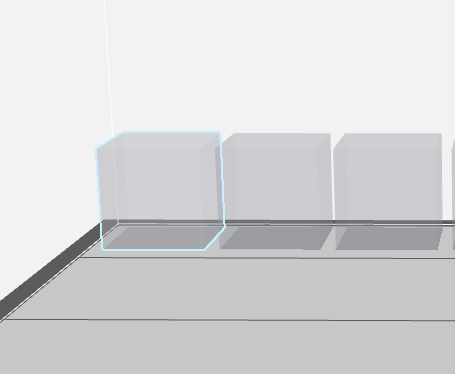
高度相似的零件
c)將零件傾斜45度,以在X和Y表面上獲得最佳清晰度。
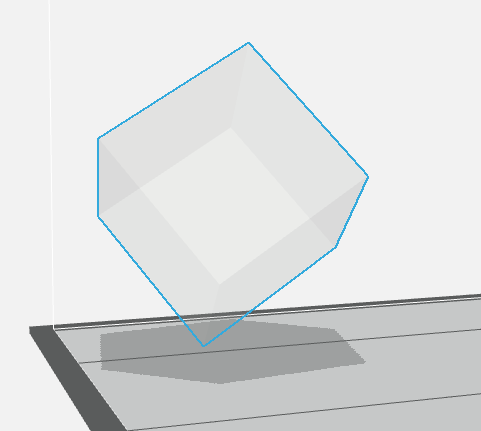
零件傾斜45°
d)在某些情況下,當列印紋理清晰的VRML時,由於Bumper錯誤而導致列印作業停止。如果發生這種情況,請將網格類型從精簡版更改為重磅,然後再次列印。
有關使用VeroUltraClear進行列印的其他資訊:
以下設置由GrabCAD Print自動調整,以確保最佳的VeroUltraClear零件質量。
使用SUP705在高速模式下列印時:
•加固的3毫米厚底座
•重格型
使用SUP705在高混合模式下列印時:
•加固的2毫米厚底座
•重格型
•托盤上有光滑的零件時,啟動一個紫外線燈
使用SUP706B在高混合模式下列印時:
•加固的2毫米厚底座
•Lite網格類型
•托盤上有光滑或啞光的部件時,啟動一個紫外線燈
在J7系列列印機上使用VeroUltraClear進行列印時:
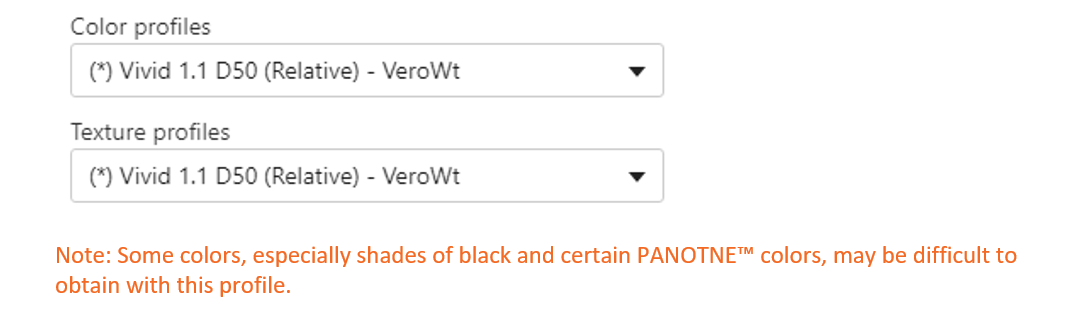
顏色和紋理設定檔會自動更改為Vivid 1.1 D50(相對)-VeroWt設定檔(圖4)。這是不包括VeroBlackPlus™的CMYW設定檔,並支援使用VeroUltraClear進行全彩色3D列印。
步驟5:支援刪除VeroUltraClear零件
用噴水器去除支撐材料時,請保持最短的清潔時間。

步驟6:對VeroUltraClear零件進行光漂白
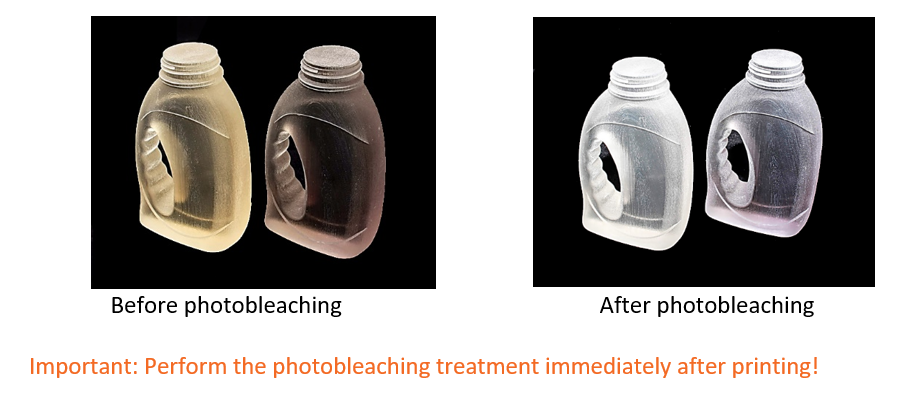
從列印機上卸下時,用VeroUltraClear列印的零件帶有淡黃色,特別是如果您選擇光滑的表面處理。
黃色隨著時間的流逝自然褪色,但是您可以通過使用適當的光漂白處理來大大加快此過程。這涉及將零件暴露於強烈的LED泛光燈下。暴露後六小時內,色澤降低約70%。24小時後,色彩減少了95%。
推薦的兩種光漂白方法包括:
方法A:使用照明箱
•現成的商會
•能夠控制溫度和光強度
•確保可預測的結果

方法B:使用LED泛光燈
•從容易獲得的組件中自動組裝,包括一個內襯鏡子的櫥櫃和一個100W LED泛光燈,日光6500K。
•低成本解決方案
•由於缺乏對溫度和光強度的精確控制,結果各異

光漂白說明:
1.列印後,立即將零件放在機櫃/照明室中。
2.將列印零件安排在機櫃中,使它們之間留有足夠的距離,以使光線可以到達每個零件的所有側面。
3.打開燈。確認環境溫度在30 –40ºC(86 –104ºF)之間。較高的溫度可能導致零件變形。較低的溫度可能無法產生令人滿意的結果。
4.處理六個小時後檢查模型色彩。
•對於表面無光澤的零件,這已足夠。
•對於具有光潔度的零件,請繼續進行長達24小時的光漂白處理,以獲得所需的結果。
步驟7:粘貼VeroUltraClear零件
在粘貼用VeroUltraClear列印的零件時,請使用透明膠水以確保接頭區域的清晰度。
僅在需要時才使用膠水,以最大程度減少膠合表面。
檢查膠水的抗紫外線性。較高的抗紫外線性表明在紫外線照射後具有更強的抗黃變性。對於不透明的模型或隱藏的部分,有些泛黃不是很關鍵,但是對於透明的模型,可能會影響外觀。您可以使用專為玻璃設計的膠水,也可以使用專為3D列印設計的膠水,例如Loctite。
步驟8:拋光或上漆VeroUltraClear零件
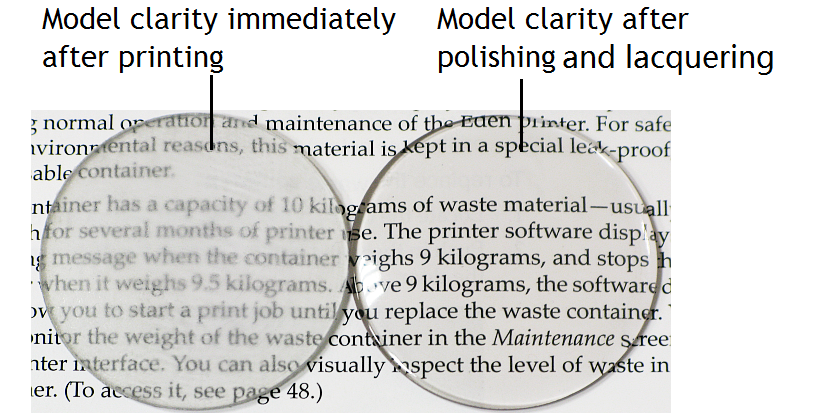
清晰的模型從列印機上脫落,該模型覆蓋有100-120微米的模型材料,並且表面粗糙。
通過拋光或上漆去除該層可大大改善用透明材料印刷的零件的外觀和清晰度。
在開始之前,我們建議您閱讀有關手工打磨和拋光的教程。
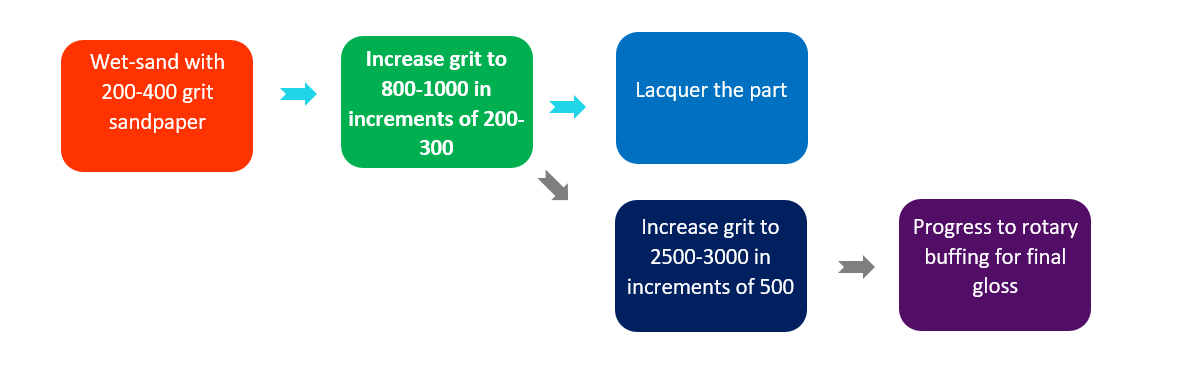
1.首先,用200-400細微性的砂紙濕沙*。這是優化清晰度的關鍵步驟。如果您不先去除較小細微性的砂紙,則較高細微性的砂紙根本無法有效地完成這項工作。
*我們建議在打磨過程中加水。確保使用砂紙進行濕式打磨。
2.逐漸發展到細微性為800-1000的砂紙。
3.通過以下任一方法完成該過程:
A)塗漆。這將增加光澤和保護層,並填充幾何圖形中的間隙和瑕疵。2K是優質漆的一個例子。
B)將細微性增加到2500-3000,一次增加500。然後,您可以進行更高級的拋光方法,例如使用複合材料進行旋轉拋光。例如,這對於某些汽車應用很有用。
*是否選擇上漆或繼續拋光取決於您的個人情況和您所使用的設備。
下圖提供了工作流程的摘要:
如果有任何疑問或意見,請告訴我們。