
3D代工
3D列印代工
尼龍燒結模型須知
工業級應用, 小批量終端應用
選擇使用尼龍粉末燒結列印技術的您,可能是基於下列理由:
常見應用類型有:薄殼、卡扣件、功能性零部件。
強度與特徵兼具的功能性零件:因為尼龍具備良好的韌性、高抗衝擊性和耐磨性,因此在需要同時保有細小特徵以及零件強度時,尼龍粉末燒結就會是一個很好的選擇。
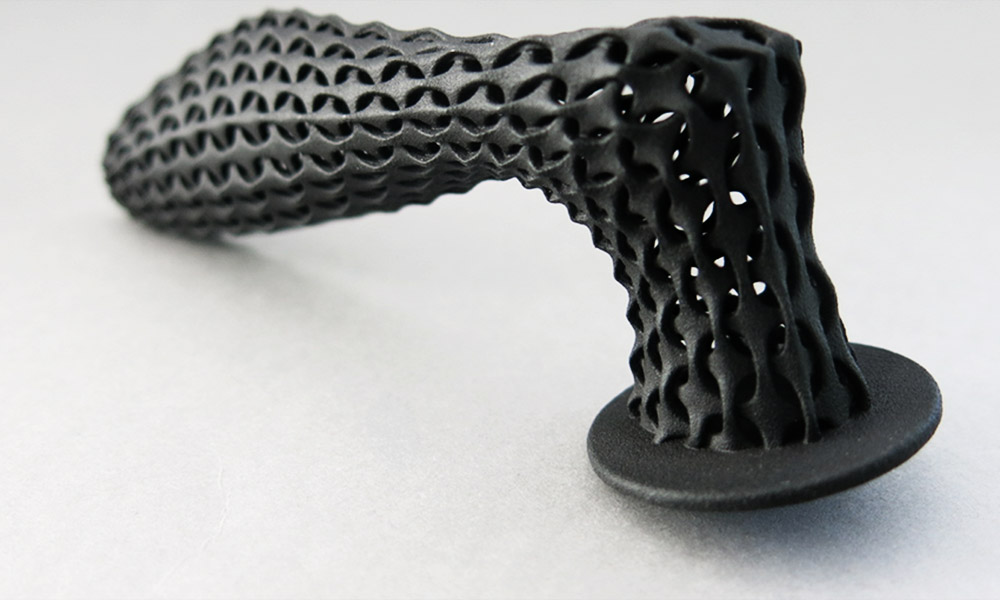
輕量化、晶格化設計:因為尼龍能同時保有較輕的重量、較少的材料使用量,以及同樣的強度,因此尼龍粉末燒結可謂輕量化設計應用的佼佼者。
 (功能性零部件)
(功能性零部件)
 (薄殼)
(薄殼)
 (輕量化設計)
(輕量化設計)
 (特殊設計)
(特殊設計)
 (卡扣件)
(卡扣件)
我們使用的機種為HP 3D的MJF製程(Multi Jet Fusion 多射流熔融),比起一般較常見的SLS(Selective Laser Sintering 選擇性鐳射燒結),特別之處在於利用密度極高的陣列式噴嘴和熱噴墨技術,每次陣列式噴嘴單程移動一次時,就能夠快速地列印完成一層,比起SLS快5-10倍。
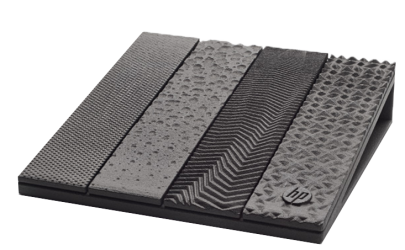
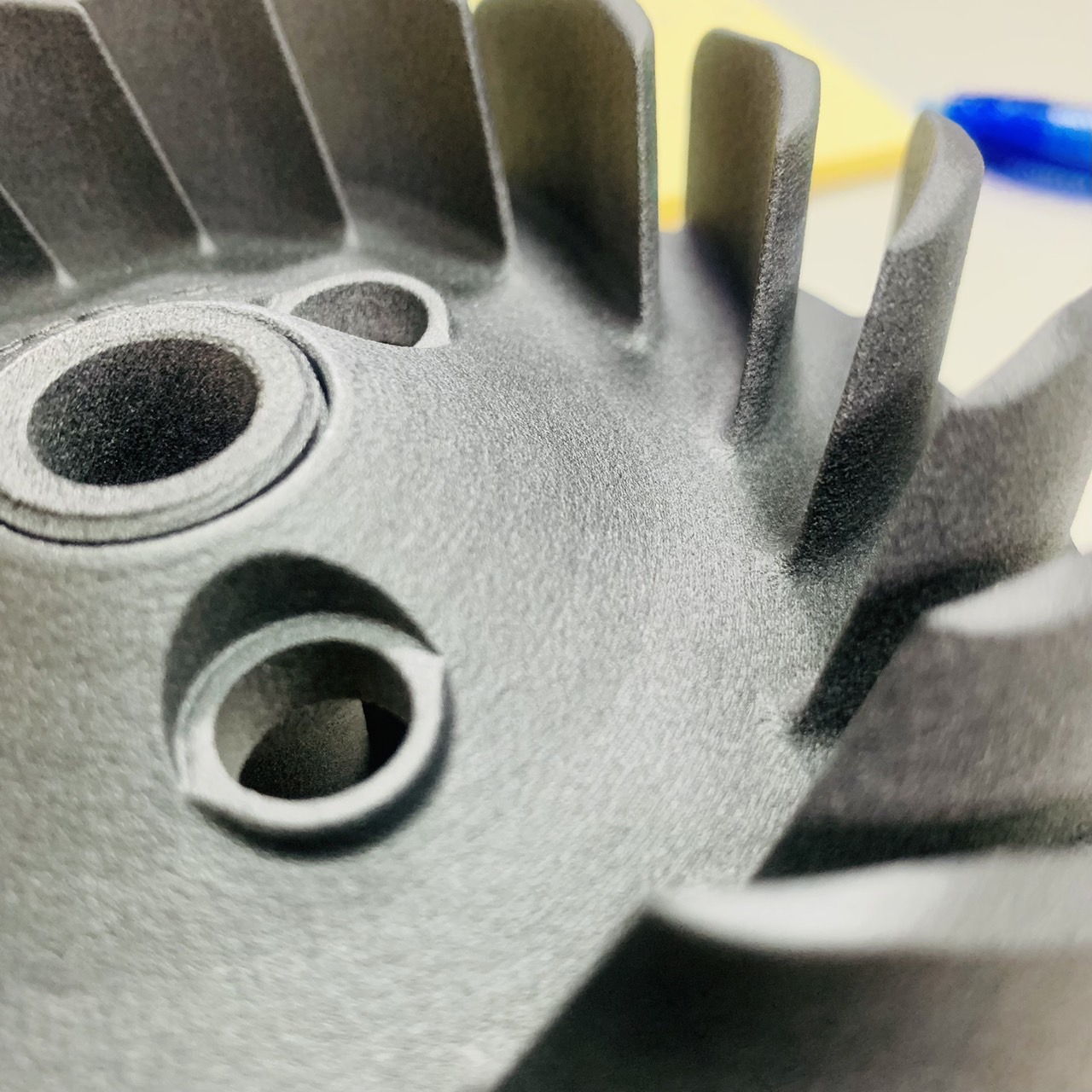
以MJF尼龍粉末燒結製程,呈現出的表面會是灰黑色、均勻的麻點狀:

為了讓模型製作的成果能夠更符合您的期待,下面要為大家介紹在設計建模以及代工溝通時,需要注意的事項。
(* 注意:下面事項適用於大部分模型,實際情況仍依模型形狀會有所不同,若不確定您該怎麼做,歡迎加入官方LINE,或是將圖檔寄到代工信箱 ddm@3dprinting.com.tw,線上將有專人與您討論。)
準備3D檔案的流程
從模型的設計開始,可以自行3D建模;或是當您有實體物品時,可以選擇逆向掃描取得圖檔。接著,您需要將檔案輸出成3D列印切層軟體可以接受的格式:
尼龍粉末燒結製程,僅能接受STL檔案格式;輸出時,需要特別注意網格解析度的調整,解析度太低會導致印出來會有明顯的格紋,解析度太高可能會讓檔案太大甚至軟體跑不動唷!
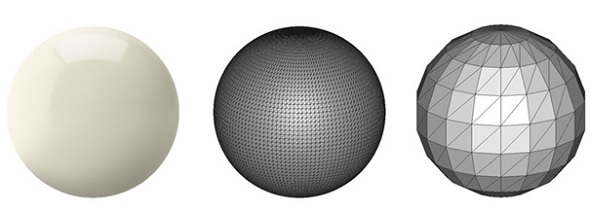
(圖說:左-成品,中-STL高解析度過高,右-STL解析度過低)
●模型目的與需求
3D列印最重要的是要達到您製作這個模型的目的,尼龍粉末燒結製程常見的需求如下:
(1) 功能確認:尼龍粉末技術最主要的特色是可以列印出既細緻又保有強度的工件,比起其他技術,更有韌性,可以經得起一定程度的反覆測試與卡扣;另外,此種技術的應用時常會與其他零件配合組裝,因此,物件的成形極限與強度就變得格外重要。
下面是關於尼龍粉末燒結模型的一些注意事項:
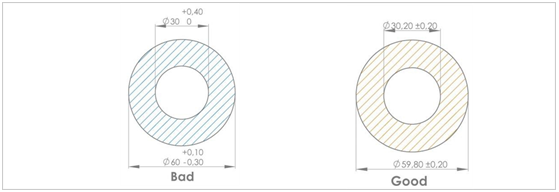
◆公差約為+/-0.2-0.3 mm,最長邊則為0.3%(可能會依據實際模型幾何形狀而不同)
◆最小特徵:建議在0.5mm以上較為安全
◆圓柱:直徑建議至少0.5mm(高度1mm)。
◆壁厚:厚度建議在0.7mm 以上較為安全。
◆孔洞:直徑建議至少0.5mm(深度1mm)。
◆字體最小6pt,間距最小0.5mm。
若要列印互相組裝的元件,建議單邊保留0.15~0.2mm空隙;若是球型關節,則建議單邊保留0.35mm;若是50mm以上壁厚的物件則需要保留更多空隙。
(如孔洞內需要組裝其他零件,則需要保留0.15~0.2mm空隙。)
(2) PA12本身的熱變形溫度(HDT@0.45MPa)為175°C,抗拉強度為48 MPa,抗彎強度為65 MPa,蕭氏硬度D為80,若需要更詳細的物理性能表,請來信洽詢
(3) 防水需求:尼龍粉末燒結的列印技術,看起來表面平整,但實際上均勻佈滿孔洞,並且尼龍材質本身也具備較容易吸水的特性,如果想要做到不漏水,可以採取使用AMT化學蒸氣後處理的製程,提升防水性,同時讓表面變得更光滑。
(4) 需要特別注意的是MJF技術會有列印方向的問題,特別是在外觀的呈現上,朝上的列印面會讓邊緣顯得比較銳利、不夠圓潤,因此若是有外觀上的特殊要求面,請務必在來信時時與我司人員特別註明。
 (圖左:列印朝下的面較為光滑)
(圖左:列印朝下的面較為光滑)
 (圖右:列印朝上的面則略為粗糙)
(圖右:列印朝上的面則略為粗糙)
大物件拆件列印再組裝
當超過機器列印範圍時,必須在軟體中將模型拆件後分別進行列印再組裝,與上面提及組裝事項相同,會在列印時預留0.15-0.2mm的縫隙,進行組裝時才不會互相干涉。
HP Multi Jet Fusion最大設備的有效成型尺寸是380*284*380mm,一體化列印最大尺寸要在這個範圍內。當超出單台設備的有效成型體積時,雖然可以採取拆件組裝的方式,但是由於尼龍粉末材質對於黏著劑的適性,比較沒有FDM的塑膠材質這麼好,因此仍然較不建議採取這個方式。
物件染黑需求
因為MJF的成品為灰黑色,並非純黑,如果您有特殊全黑需求,將為您採用SLS技術並會將模型染黑,下面是SLS的注意事項:
一般PA12的最小壁厚不建議小於0.4-0.5mm,如果是一體化列印,活動元件的空隙不建議小於0.4-0.5mm,如果不是一體化列印,而是列印後組裝的模型,配合面的預留空隙不建議小於0.2mm。
因為經過染黑程序時會浸入高溫的染劑中,雖然尼龍的熱變形溫度較高,但若是物件壁厚較薄時,仍有變形的風險,請務必注意。
以上為使用尼龍粉末燒結技術基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw
延伸閱讀:
● 普立得科技 3D列印代工服務
● 什麼是Polyjet、代工列印之 光固化模型須知

